ศูนย์เทคโนโลยี Modo ก่อตั้งขึ้นในเดือนเมษายน 2022 ปัจจุบันมีทีมงานมืออาชีพกว่า 80 คน แบ่งเป็นสองแผนกหลัก ได้แก่ แผนกโครงการและแผนกวิศวกรรมเทคโนโลยี
แผนกโครงการประกอบด้วยฝ่ายตรวจสอบโครงการ, ฝ่ายพัฒนาโครงการใหม่, ฝ่ายโครงการผลิตจำนวนมาก, ฝ่ายพัฒนาซัพพลายเออร์ แผนกวิศวกรรมเทคโนโลยีประกอบด้วยฝ่ายโมเดลและวิเคราะห์, ฝ่ายเทคโนโลยีแม่พิมพ์และเครื่องมือ, ฝ่ายแม่พิมพ์และอุปกรณ์ตรวจสอบ, ฝ่ายวางแผนสายการผลิต, ฝ่ายวิศวกรรมการผลิต, ฝ่ายการประยุกต์กระบวนการและต้นทุนมาตรฐาน, ฝ่ายทดสอบและห้องปฏิบัติการ
ศูนย์เทคโนโลยีรวมคุณสมบัติหลายด้าน เช่น การออกแบบผลิตภัณฑ์, การจำลองและพัฒนาต้นแบบ การออกแบบแม่พิมพ์, การจำลองและการผลิต; การออกแบบสายการผลิต, การจำลองและการประยุกต์ใช้ การพัฒนาโครงการใหม่ การบริหารโครงการผลิตจำนวนมาก การติดตามโครงการ การบริหารต้นทุน และการพัฒนาทรัพยากร ทำหน้าที่เป็นศูนย์นวัตกรรมครบวงจรและเป็นเครื่องยนต์สำคัญในการพัฒนาอย่างต่อเนื่อง




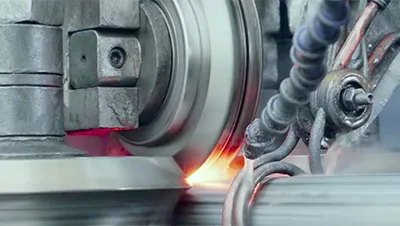
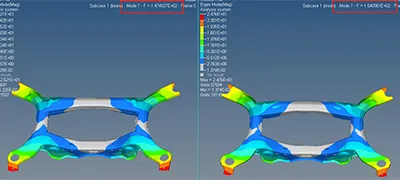
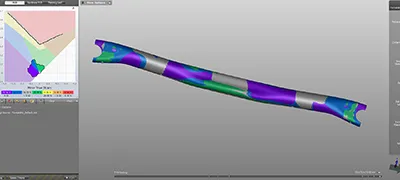
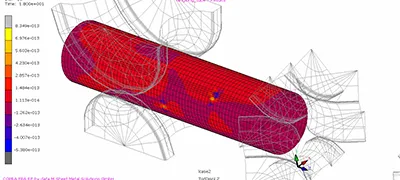
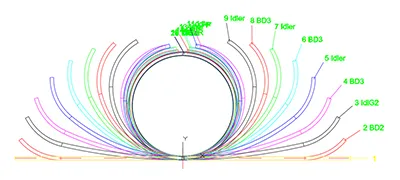
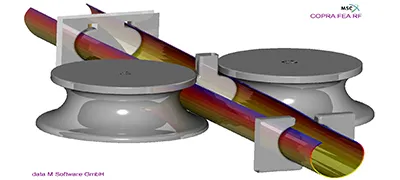
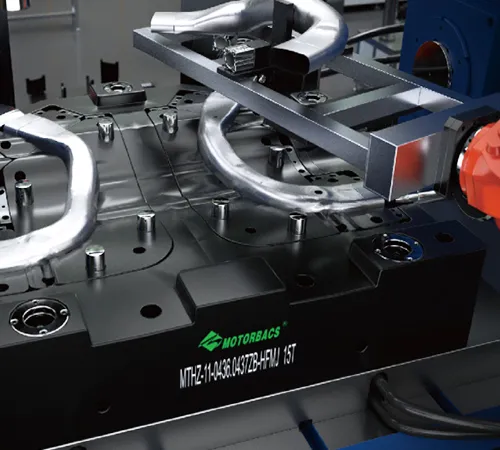
ทีมงานวิศวกรออกแบบแม่พิมพ์และอุปกรณ์ตรวจสอบของเรามีประสบการณ์สูง ปัจจุบันออกแบบแม่พิมพ์และอุปกรณ์ตรวจสอบมากกว่า 200 ชุดสำหรับโครงการโครงรถแบบบีมบิดและแขนท้าย ทีมงานชำนาญการวิเคราะห์ CAE, ซอฟต์แวร์โมเดล 3D และเทคโนโลยีออกแบบผิวขั้นสูง เครื่องจักรการผลิตแม่พิมพ์ภายในโรงงาน ได้แก่ เครื่องกลึง 3 เครื่อง เครื่องมิลลิ่งความเร็วสูง 2 เครื่อง เครื่องมิลลิ่งแนวตั้ง 24 เครื่อง เครื่องกลึง 4 เครื่อง เครื่องตัดลวด 3 เครื่อง ด้วยทรัพยากรเหล่านี้ งานการประมวลผลและผลิตแม่พิมพ์และอุปกรณ์ตรวจสอบทั้งหมดสามารถทำได้ภายในโรงงาน ยกเว้นการอบชุบความร้อนและเครื่องตัดห้าแกน